简体中简体中
简体中简体中
Nuntium
In domo / Nuntium / News industria / Summus Precision Stamped ferrum Solenoid Valvae Praesent vestibulum Processus

Nostrum summus temperatus repugnans immaculatam ferro car gasket est machinator enim perficientur in automotive applications quod requirere diuturnitatem sub calor et pressura condiciones. Manufact...
See details
Stainlless Steel calor scutum est praecisione-formatae automotive component disposito praesidio discrimine systems a nimia calor. Products usura provectus Technology, hic calor scutum est ficti a s...
See details
Nostra gere, repugnans immaculatam ferro bracket est machinator in altus-perficientur applications in quo diuturnitatem et vires sunt paramunt. Factum ex premium immaculatam ferro, hoc bracket est ...
See details
Et faber ferro oleum baffle est a critica component in engine et transmissione systems, disposito ad administrare et control fluxus oleum intra mechanica coetus. Product usura praecisione metallum ...
See details
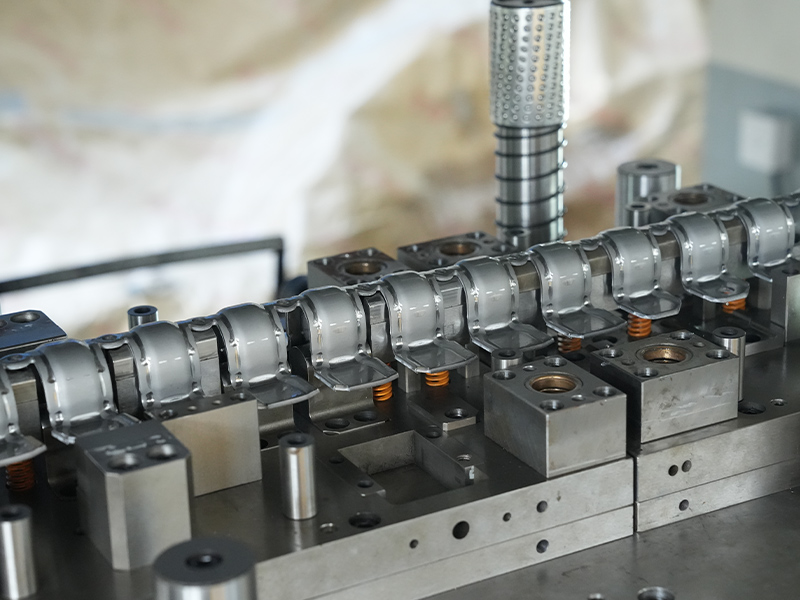
Solvitur ferrum solenoid valvae habitationi est praecisione, machinator component disposito ad retribuere et protegat solenoid valvae systems. Products usura provectus metallum strictis processibus...
See details
Nostrum ferrum ascendens bracket est robust, versatile, et alte firmamentum solution disposito ad amplis industrialis et commercial applications. Construitur a premium-gradus ferrum, hoc ascendens ...
See details
Nostra ferro friction laminam est summus qualitas, durabile component disposito usus in varietate mechanica systemata requiring agentibus industria translatio et æstus resistentia. Premium-gradus f...
See details
Tinned aeris paxilli sunt praecisione, machinator electrica connectors disposito providere certa et efficiente perficientur in amplis applications. Ex altus-qualitas aeris filum, hi paxilli iactant...
See details
Aeris scabiem solenoid valvae ACUS acus contionem est praecisione, machinator component disposito ad augendae perficientur et reliability solenoid valvulae in variis industriae applications. Constr...
See details
PHOSPHORUS AES Iungo sunt praecisione, machinator electrica components factum ex aeris alleo quod combines aeris, stagni et phosphoro. Hoc specialized materiam offert unique misceo de electrica con...
See details
Stricto aeris argentum, patella novum industria prćcipiens acervum plug est summus perficientur iungo iungo specialiter disposito novum industria electrica vehiculum prćcipiens stationibus. Fecit e...
See details
Nostri galvanized sheet motor habitationi offers robust praesidium et Vivacitas ad amplis electrica motoribus in variis industries. Carties ex summus qualitas galvanized ferro, haec motor habitatio...
See detailsContact Details
Address: No.6 Qiasheng Septentrionalis Road, Caoqiao Industrial Park, Xueyan Urbs, Wujin District, Changzhou City, Jiangsu Province
TEL: 86-15050692548
Si vos es interested in products, placere consuleret nobis